铝材喷涂前处理工艺流程
制件前处理
典型的工艺流程:预脱脂→脱脂→水洗I→酸洗→水洗II→中和→水洗III→表调→磷化→水洗IV→钝化,厂家可根据本厂的实际情况进行适当调整。
作为制件前处理,酸洗除锈是的。但在前处理过程中,好将锈蚀件和非锈蚀件分开,锈蚀件进行酸洗,非锈蚀件好不要进行酸洗。
喷涂前处理的常用设备是喷淋式联合清洗机,其清洗原理是借助于喷射机械力和化学作用,来完成去油、磷化、钝化、清洗等工艺过程。
铝型材的机械强度高,但耐蚀性低。纯铝的耐蚀性虽好,但机械强度差,这在一定程度上制约了铝的运用,为此,我们在铝中参与适当的镁、铜、锌等其他金属,铝材件喷粉加工公司,制成各种类型的铝合金,使铝的机械强度大大提高,运用范围大大扩展,但耐蚀性比纯铝差,因而就有可以因氧化而受腐蚀。这就需要进行粉末涂装对铝合金型材加以保护。
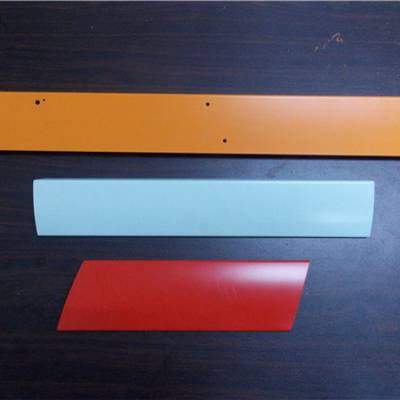
经过粉末涂装的铝型材除具有较高的耐蚀性外,还具有颜色多样化,表面质感好等很多长处,与各种颜色的修建外墙涂料相照顾,以习气不一样的修建物个性。
铝型材以其比重小、易加工,铝材件喷粉加工,机械强度大等特征多年来广泛运用于修建物的门窗、幕墙等商品上。铝是具有银白色光泽的比照生动的轻金属,其耐蚀性具有以下两个特征:
纯度越高,耐蚀性越好,首要是因为纯铝在空气傍边与氧发作作用,在铝表面出产一层很薄的细密天然氧化膜,比其它金属氧化膜生成的快并且厚的多,进而阻遏了空气中有害气体和水分的进一步腐蚀,铝材件喷粉加工价格,起到了保护作用。
喷涂工艺条件①静电压 粉末涂料的带电量与电场强度E成正比,因此增加静电压,增末的带电量,有利于粉末上粉率的提高。粉末的附着力随静电的增加迅速升高,当达到90kV后附着力变化不明显,因此生产中喷粉电压控制在60-90kV较适宜。
②喷枪与铝型材的距离 在静电压确定的情况下,铝材件喷粉加工厂家,电场强度与极间距离成反比。当喷枪与铝型材间距离过短时,会产生火花放电;距离太远,则粉末的上粉率将降低。当静电压控制在60-90kV时,静电喷涂距离在250-350mm之间较适宜。